













Kesici takımlar zamanla aşınabilir. Deforme ya da hassas toleranslara sahip zincirlerde tolerans aralığını girmek kolay olmayabilir. (rulman yatakları vb)
Adetli parçalarda ilk parçada yakalanan tolerans ile sonraki parçalarda yakalanacak tolerans aşınmadan dolayı aynı olmayabilir. Bu gibi durumlarda istenilen ölçü örneğin 50mm ise 49.9, 49.8 gibi aşağı değerler çıkabilir, ölçülerde değişkenlik yaşanabilir ve parçanın hatalı üretimine sebep olabilir.
Bunun önüne geçmek için farklı kesici takımlar kullanmak da denenebilir ancak bu maliyeti arttıracağından pek tercih edilmez. Bunun için SolidCAM bizlere Kompanzasyon yani Takım Telafisi seçeneği sunar.
Parça üzerinde bir profil operasyonu açılır.
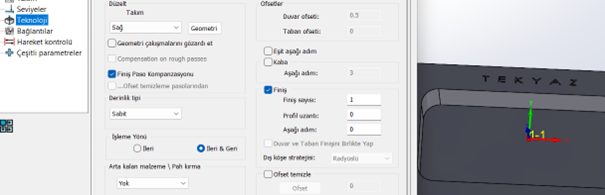
Takım, devir, soğutucu vs. ayarlar yapıldıktan sonra “Teknoloji” menüsünden “Finiş Paso Kompanzasyonu” aktif edilir.
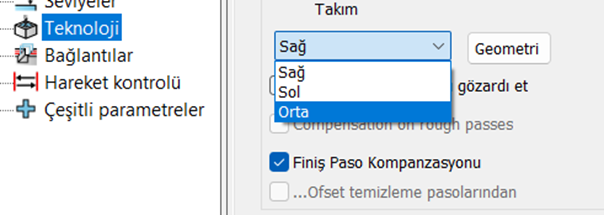
Teknoloji menüsünden Kompanzasyonu aktif ettikten sonra kontrol edilmesi gereken bir konu da takımın yönüdür. Eğer kesici takım Orta olarak ayarlanırsa kompanzasyon seçeneği çalışmaz, takımın sağ ya da solda durması gerekmektedir.
Bu ayarlamalar doğrultusunda G Kodunda karşımıza çıkan kodlar şu şekildedir;
G40: Takım Telafisi İptali
G41: Takım Telafisi (SOLDA)
G42: Takım Telafisi (SAĞDA)
Yani seçilen takım yönüne bağlı olarak alınan G kodunda G41 veya G42 basılacaktır.
Heidenhain postlarında ise RL takım telafisini aktif et, R0 takım telafisini iptal et şeklindedir.
Kaydet hesapla dedikten sonra SolidCAM yeni bir takım yolu çıkararak takım telafisini programa tanıtmış olur.
Bu aşamadan sonra Fanuc bir tezgah için muhakkak kesici takımın yarıçap değeri ve ortaya çıkan aşınma değeri yazılır.
Fanuc kontrol paneli üzerinde yapılması gereken ayarlar.
| GEOM (D) | Kesici takımın yarıçapı girilir. |
| WEAR (D) | Kesici takımda oluşan aşınma değerini girilir. |
Örneğin operasyonda 8’lik bir parmak freze kullanılıyor ve 0.1 aşınma değeri varsa Geom (D) kısmına 4, Wear (D) kısmına 0.1 değeri girilir.
Eğer Kompanzasyon takım telafisini SolidCAM’de aktif edip, Fanuc tezgahta ayarlama yapılmazsa kesici takım dalma yapabilir, parçaya ve kesici takıma zarar verir.
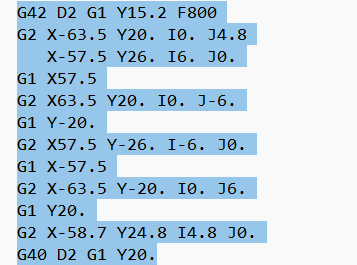
G42: Kesici takım işlenen profilin sağında.
D2: 2 numaralı takımın çap ofset değeri.
G40: Takım telafisinin iptali.
Takım telafisi kullanılmazsa her seferinde SolidCAM’de zincire ofset verilmesi ve tezgaha G kodunun yeniden atılması gerekir bu da süreci yavaşlatır.




