Tsugami B0205EIII marka/model makine için parça transfer süreci aşağıdaki adımlar takip edilerek tamamlanabilir. Farklı kayar otomat makinalar içinde aşağıda belirtilen işlem sırası mantığı kullanılabilir, fakat MCO süreçleri içinde yer alan döngü parametreleri değişkenlik gösterebilir.
- Z1 Positioning with Cut Off Tool Selection
- Z2 Picking Up
- Spindle Synchronization (ON)
- Z1 – Z2 Axis Synchronization (ON)
- Z1 – Z2 Axis Synchronization (OFF)
- Spindle Synchronization (OFF)
- Z2 Part Move After Cut-Off
- Program End and Bar Exchange
- Part Eject
- Kesme operasyonu Z1 – Z2 Axis Synchronization (ON) ve Z1 – Z2 Axis Synchronization (OFF) MCO süreçleri arasına eklenir.
- 2. Kanal operasyonları Program End and Bar Exchange MCO sürecinden sonra oluşturulur.
- Parça transfer işlemleri tamamlandıktan sonra kanalların senkronize çalışabilmesi için Operasyon Grubu Senkronizasyonu sayfasından kanal senkronizasyonu yapmak gerekmektedir.
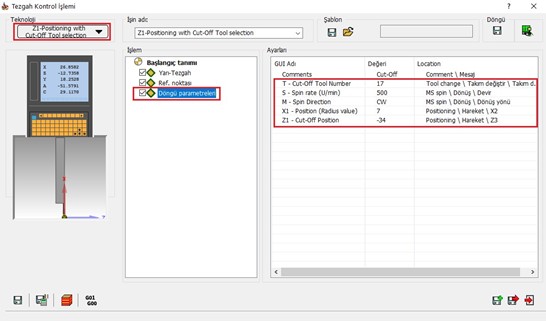
Z1 Positioning with Cut Off Tool Selection
Bu MCO parça transferi öncesinde, kesme takımını parça kesme pozisyonunda konumlamak için kullanılır.
Döngü Parametreleri
T – Cut-Off Tool Number : Kesme takımının bulunduğu istasyon bu açılır menüden seçilir.
S – Spin Rate (U/min) : Spindle dönüş devri
M – Spin Direction : Spindle dönüş yönü
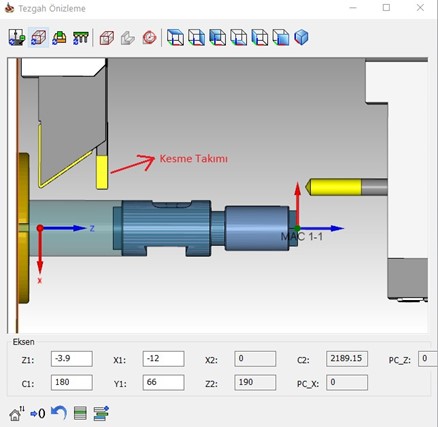
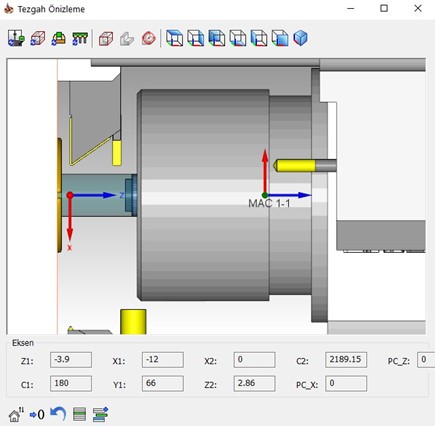
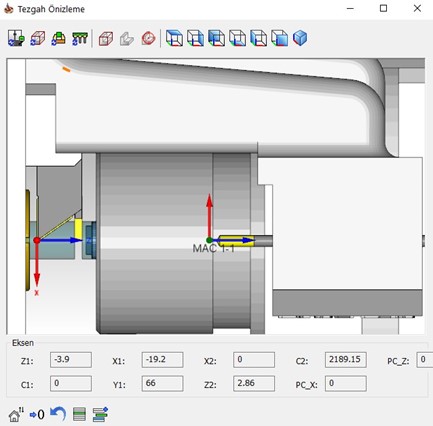
X1 – Position (Radius value) : Kesim öncesinde kesme takımının X ekseninde bulunduğu pozisyon (Bu değer tezgah önizleme ekranı açılarak kontrol edilmelidir.)
Z1 – Cut-Off Position : Kesim öncesinde kesme takımının Z ekseninde bulunduğu pozisyon (Bu parametre tezgah önizleme ekranı açılarak kontrol edilmelidir.)
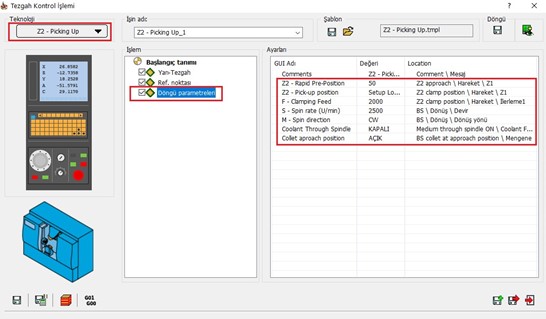
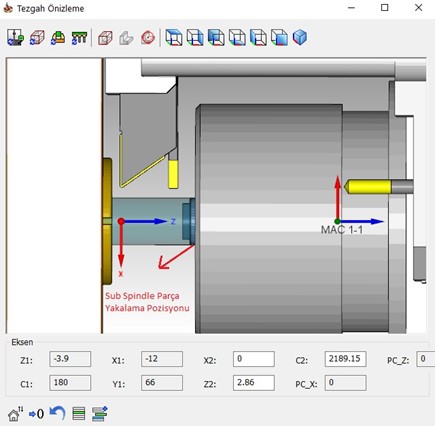
Z2 Picking Up
Parça transferi öncesinde Sub Spindle’ın parçaya yaklaşma, sıkma gibi parametreleri bu MCO süreci ile yönetilir.
Döngü Parametreleri
Z2 Rapid Pre-Position : Sub Spindle’ın parçaya G0 ile yaklaşacağı mesafe
Z2 Pick-Up Position : Parçayı yakalama pozisyonu (Kurulum ekranından otomatik olarak gelir. Kurulum ekranındaki ayarlar doğru yapıldıysa değişiklik yapılması gerekmez.)
F – Clamping Feed : Parça yakalamaya giderken yakalama ilerlemesi
S – Spin Rate (U/min) : Spindle dönüş devri
M – Spin Direction : Spindle dönüş yönü
Coolant Through Spindle : İçten soğutma
Collet Aproach Position : Pens yaklaşma pozisyonu
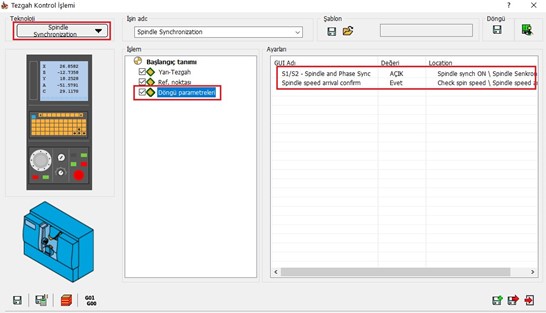
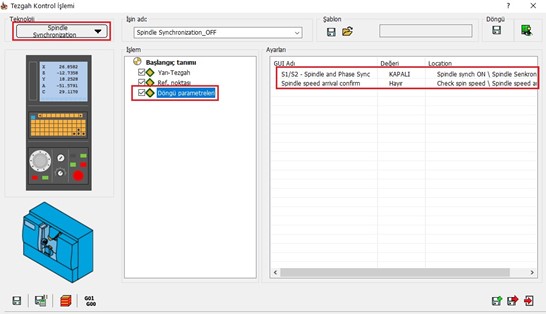
Spindle Synchronization (ON)
Bu MCO parça kesmeden önce spindle senkronizasyonunu aktif etmek için kullanılır.
Döngü Parametreleri
S1/S2 – Spindle and Phase Sync : S1/S2 spindle senkronizasyonu açık olarak seçilmelidir.
Spindle Speed Arrival Confirm : Spindle hız varış onayı açık olarak seçilmelidir.
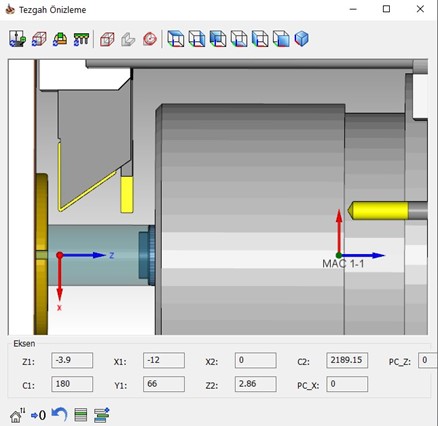
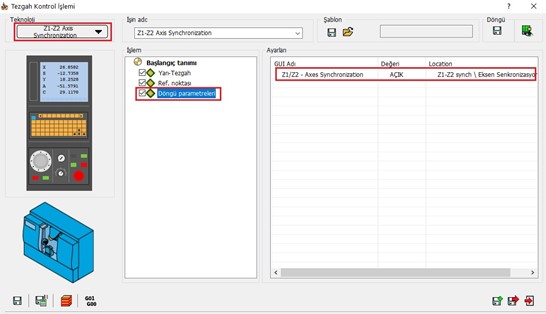
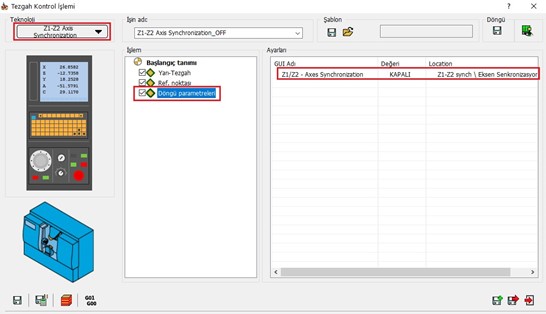
Z1 – Z2 Axes Synchronization (ON)
Bu MCO parça kesmeden önce Z1 – Z2 eksen senkronizasyonunu aktif etmek için kullanılır.
Döngü Parametreleri
Z1/Z2 – Axis Synchronization : Z1/Z2 eksen senkronizasyonu açık olarak seçilmelidir.
Z1 – Z2 Axis Synchronization (OFF)
Bu MCO parça kesildikten sonra Z1 – Z2 eksen senkronizasyonunu kapatmak için kullanılır.
Döngü Parametreleri
Z1/Z2 – Axes Synchronization : Z1/Z2 eksen senkronizasyonu kapalı olarak seçilmelidir.
Spindle Synchronization (OFF)
Bu MCO parça kesildikten sonra spindle senkronizasyonunu kapatmak için kullanılır.
Döngü Parametreleri
S1/S2 – Spindle and Phase Sync : S1/S2 spindle senkronizasyonu kapalı olarak seçilmelidir.
Spindle Speed Arrival Confirm : Spindle hız varış onayı kapalı olarak seçilmelidir.
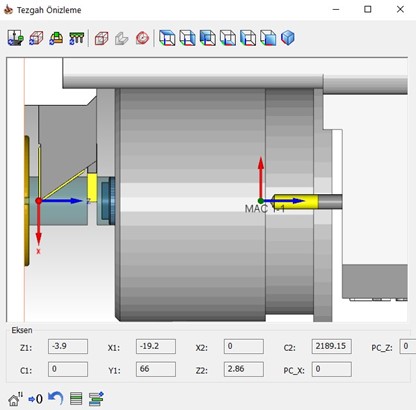
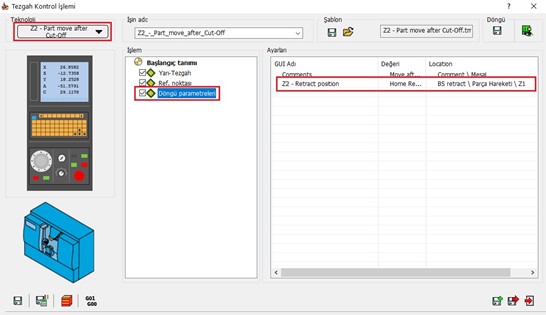
Z2 Part Move After Cut-Off
Bu MCO parça kesildikten sonra Sub Spindle’ın home pozisyonuna gitmesi için eklenir.
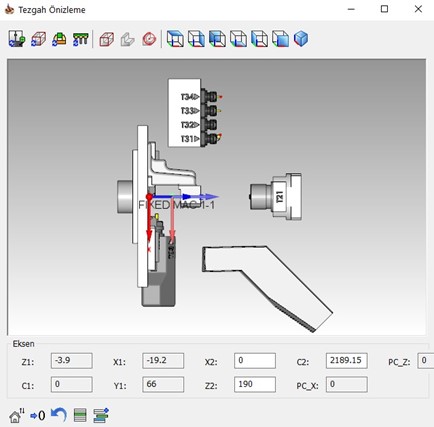
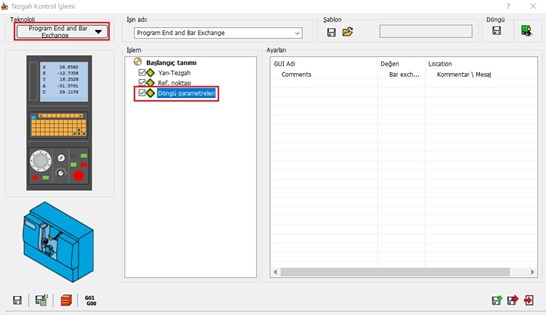
Program End and Bar Exchange
Bu MCO programa hammalzeme değişim programını eklemek için kullanılır.
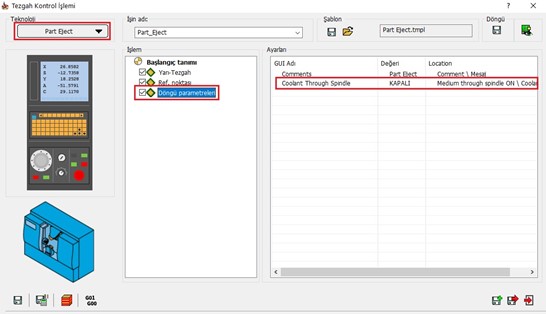
Part Eject
Bu MCO işlenen parçayı konveyöre atmak için kullanılır.