














Son güncelleme: 11.06.2024
Sac parça tasarımlarında açınım ölçülerinin imalatta doğru sonuç verebilmesi için çeşitli yöntemler kullanılmaktadır. K-Faktörü, bu yöntemler arasında en doğru sonuçları vermektedir. K Faktörü ile bükümlere sahip bir sacın açınım boyunun, tasarım ve imalat arasındaki ölçülerinin eşleşmesi sağlanabilmektedir.
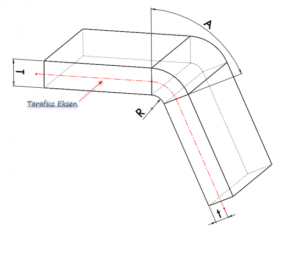
Tanım olarak bakılacak olursa K-Faktörü hesabı için sacın ortasından geçen bir eksen olduğu varsayılır. Bu eksenin büküm üzerinden geçen kısmının yay uzunluğu bize gerçek açınım ölçüsünü verir. K faktörü, tarafsız eksenin bulunduğu konumun sac kalınlığına olan oranıdır. Referans resimde gördüğünüz üzere K-Faktörü = t/T olarak hesaplanmaktadır. Toplam sac uzunluğu bükülmemiş kenarların uzunluğu ve büküm kısmının uzunluğunun toplamıdır. Büküm kısmının uzunluğunu bulabilmek için de Büküm İzni formülü kullanılmaktadır ve Bİ = π × A (R + K×T) ÷180 formülüyle hesaplanmakta. Buradaki K K-Faktördür. Tüm bu parametreler altında K-Faktörü hesaplanmaktadır.
Bu kadar parametreyi formülde yerine koyup sonuca ulaşmak yerine aşağıda sizin için hazırladığımız hesaplayıcıyı kullanabilirsiniz.
Hesaplayıcıyı kullanmak için belirtilen parametreleri girmeniz gereklidir;
L – Açınım Boyu: Sacınızın henüz bükülmeden önceki toplam uzunluğu
L1 Ölçüsü: Büküldükten sonraki bükümün bir kenara olan uzunluğu
L2 Ölçüsü: Büküldükten sonraki bükümün diğer kenara olan uzunluğu
T Sac Kalınlığı: Sacınızın kalınlığı
R Büküm Radyüsü: İç büküm yarıçapı / bıçak uç yarıçapı
A Büküm Açısı: Bükümünüzün açısı
Bu değerleri doldurduğunuzda ve Hesapla butonuna bastığınızda imalatınızla birebir uyumlu olan Büküm İzni ve K-faktör tasarım parametreleri karşınıza çıkacaktır.





Merhaba. L açınım boyunu ben yazdıktan sonra neyleyeyim K FAKTÖRÜNÜN NE OLDUĞUNU….
Yaşasın Autodesk İnventor. 10 sene kullandım. K faktörünü Defaulttan çıkartmadım bile. Solidworks kullanacak olanlar 2 DEFA DÜŞÜNSÜN.
Merhabalar, K faktörü kullandığınız sacın cinsine, kalınlığına, büküm şeklinize göre değişiklik göstermekte ve tüm bu faktörler sac açınımını etkilemektedir. K faktör değerinin sacın açınım boyuna etkisi bu parametrelere bağlı olarak bazen milimetrelerce bazen milimetrenin altında olabilir. Çalıştığınız sektöre ve malzemeye göre toleranslar değişiklik gösterdiği için bazı uygulamalarda hassas ayara gerek yoktur. Ancak paslanmaz gibi maliyetli saclar kullanıyorsanız ve asansör sektörü gibi estetiğe de önem verecek şekilde hassas çalışıyorsanız virgülden sonra 4 basamağa kadar k-faktör değerini hesaplayıp kullanmanız gerekir. Inventor varsayılan olarak 0,44 k faktör değerini kullanmaktadır. SOLIDWORKS’te bu değer 0,5 olarak gelmektedir. Ortalama bir k-factor önerisi olarak 0,285-0,33 aralığını verebiliriz.
Saygılarımızla
Merhaba,
bu formülü doğrulayabilmek için belli uzunlukta bir parçayı örneğin 100mm uzunluğunda 2mm kalınlığında bir parçayı 1mm radyüs ile L1 ölçüsü 50, L2 ölçüsü 53 büktüğümüz zaman yada tek taraftan direk 50mm büktüğümüz zaman diğer tarafta 53 kalması lazım. Eğer bu ölçü tutuyor ise sonuçta çıkan 0,455 K faktörü doğru oluyor ve bunu solid ile tekrar kontrol ediyoruz tabi ki. Doğru ise bundan sonra tüm aynı kalınlıkta ve aynı sac tipinde ki sacları bükmek için bu K faktörünü kullanıyoruz. Neden 0.5 den yüksek olmuyor 1,0a kadar olabiliyor diye biliyorum ama. Yukarıda yazan arkadaş L boyunu 1 kerelik alacağının farkında değil galiba(gelen sacın yumuşaklığı kalitesi işin hassasiyetine göre değişeceği için sürekli ölçüp ölçmemek kişiye kalır). iyi günler kolay gelsin.
Merhabalar,
Yorumunuz için teşekkür ederiz. Neden 0,5’ten yüksek olmadığını sormuşsunuz. SOLIDWORKS içinde sizin de belirttiğiniz gibi 0 ila 1 arasında K-faktör değeri girilebilmekte. Ancak teorik olarak K-faktör değerinin 0,5’ten yukarı olmaması gerekiyor. Bunun sebebini şu şekilde açıklayabiliriz: sac büküm işlemi sırasında büküm yapılan iç tarafta basınçtan kaynaklanan bir basma gerilmesi, dış tarafta ise buna tepki olarak çekme gerilmesi oluşur. Nötr eksen basma gerilmesinin olduğu tarafa doğru kayar. Çekme gerilmesi bir tepki olduğu için basma gerilmesinden daha fazla olamaz (Etki-Tepki), bu yüzden de nötr eksen çekme gerilmesinin olduğu yere doğru kaymaz. K-Faktörü nötr eksenin büküm tarafından et kalınlığına olan orası olduğu için 0,5’ten yüksek bir değer alamaz.
Şu sayfada genel olarak Kfaktörü ile ilgili ayrıntılı açıklamalar bulabilirsiniz:
https://www.thefabricator.com/thefabricator/article/bending/analyzing-the-k-factor-in-sheet-metal-bending
İyi çalışmalar dilerim.
Biz tasarım yaparken İnventor yoktu. 2003 yılında Solidworks programını, uyduruk parçalar ile değil makine tasarımı yaparak öğrendik. Default değerler hiçbir programda doğru sonuç vermez . Çünkü parçanın kalınlığına, radyusuna ve bükeceğin alt kalıbın V açıklığına göre parça uzamaları değişir. İyi bir tasarımcı bunları bilir ve uygular.
Sizce de şekilde t yanlış tarafa koyulmamış mı? t/T sıfıra yakın olursa (yani K), malzeme uzamış demektir. Malzemeyi uzatarak değil baskı yaparak bükersek K 1 e yakın olur. Yani t iç yarıçap tarafında kalan uzunluktur.
Merhaba,
“t” değeri tarafsız eksenin büküm tarafında olmazsa belirttiğiniz gibi bir durum oluşur. Görseli güncelledik. İlginiz için teşekkürler.
K faktörü için kullanılan kalıp çok önemlidir V8 kalıba göre ayrlanmış bir K faktörü V12 yada V16 kalıp için geçerli olmayacaktır. Her bir kalınlık, malzeme ve kalıp için k faktörleri belirlenmelidir. Konu inventor solid yada başka bir cad yazılımının yeteneği değildir. Hepsi de aynı işi aynı değerler için aynı hesaplamayı yapıyor.
Merhaba. Üç sorum var.
1-Büküm için “Büküm İzni”, “Büküm Kesintisi” ve “K Faktörü” olmak üzere üç farklı yöntem var. Bunların hepsi aslında aynı sonucu mu veriyor, yoksa her biri ayrı durumlar için ayrı yöntemler mi?
2-SolidWorks’te bükümlü sac parçamı çizip açınımını aldıktan sonra kesiyorum. Hedefimiz zaten doğru açınım boyunu bulmakken k faktör hesabında sac açınımının ne olduğunu nasıl bileceğim? Zaten amacım doğru sac açınımını bulmak.
3-Malzemenin kalınlığı, bükülecek kalıp, bükülecek bıçak için her sac parçamı 1. sorudaki yöntemlerden seçtiği biri için ayrı ayrı mı hesaplamalıyım? Çünkü SolidWorks’te sacı bükümlü çizdikten sonra dxf alıp verdiği açınıma göre sacı kesiyoruz. Her durumda açınımın boyu değişiyor. Bir sac metali sıfırdan tasarlarken nasıl bir yol izlemek gerekiyor?