














Tool Center Point (TCP) özelliği aktif olmayan tezgahlarda dönme merkezi nasıl hesaplanır?
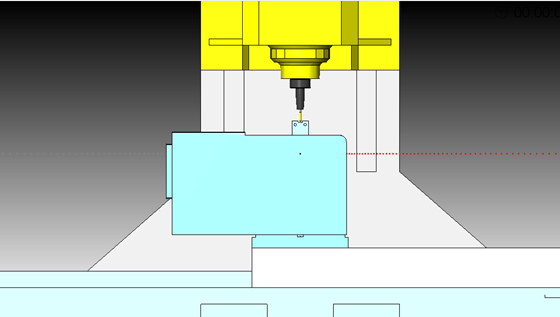
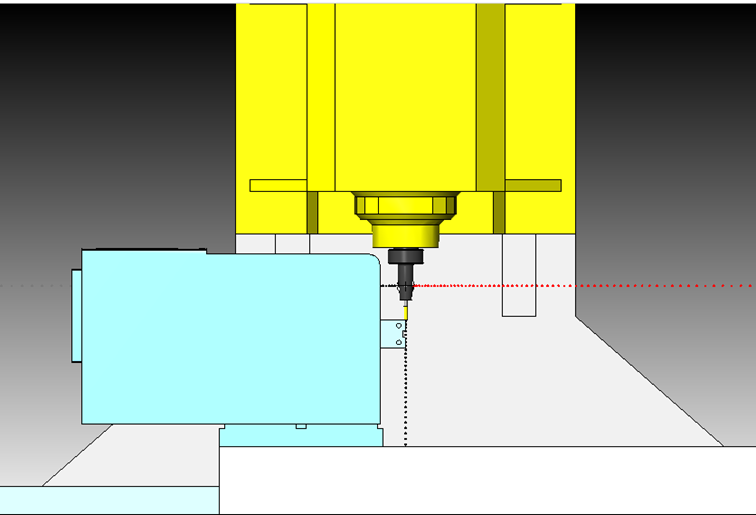
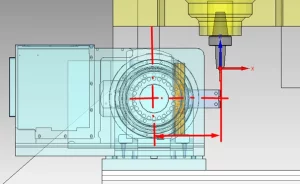
Öncelikle 5 eksen tezgahın, C0 A0 konumunda iken aşağıdaki şekilde görüldüğü gibi XY ve Z eksenini divizör merkezine göre sıfırlanması gerekmektedir.
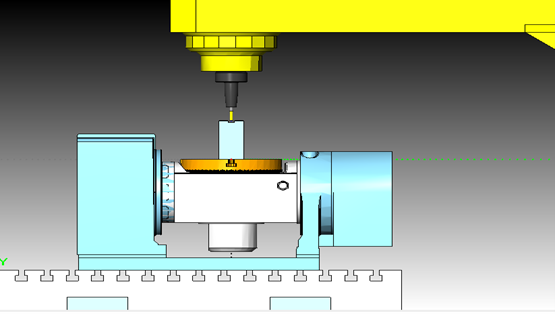
Daha sonra divizörü A ekseninde 90 derece açılı konumuna getirerek, takım aynı noktadan parçaya temas ettirilir.
Görseldeki tezgahta A ekseni X eksenine paralel olduğu için, X’de yazan değer parça sıfırının dönme merkezine olan uzaklığına eşit olacaktır.
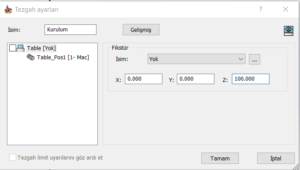
Bu değer kurulum menüsü ekranında bulunan Z eksenine yazılarak G kodu dönme merkezine göre hesaplanır. TCP olmasa bile tezgah doğru şekilde dönme eksenlerini hesaplayıp G kod verecektir.
Makalede bahsedilen adımlar takip edildiğinde; G68.2 olmayan tezgahlarda kurulum menüsüne yazılan parça sıfırı ile dönme merkezi arasındaki uzaklık hesaplanarak 5 eksen tezgahlar çalıştırılabilir.




